








 微信公众号
微信公众号


KURODA GR1502DD-AAPR kuroda黑田
 扫码获取价格库存技术资料
扫码获取价格库存技术资料
- 品牌:
- 分类: 插管式双螺母GR系列
- 类型:
- 属性: KURODA GR1502DD-AAPR kuroda黑田,-KURODA GR1502DD-AAPR kuroda黑田-KURODA GR1502DD-AAPR 黑田精工丝杆底座安装图 黑田丝杆支撑组件的制作过程需要非常严谨的工艺和经验丰富的工人。每一个丝杆都要经历多道工序,包括车削、磨削、热处理等。在车削过程中,工人要根据丝杆的规格和要求,通过精确的计算和调整,将原材料切割成合适尺寸的丝杆。磨削工序更是要求工人们有卓越的技术水平和严密的操作,只有这样才能保证丝杆的表面光滑度和精度;而热处理工序则是为了增加丝杆的强度和耐-KURODA GR1502DD-AAPR kuroda黑田--KURODA GR1502DD-AAPR kuroda黑田-
KURODA GR1502DD-AAPR kuroda黑田 产品参数
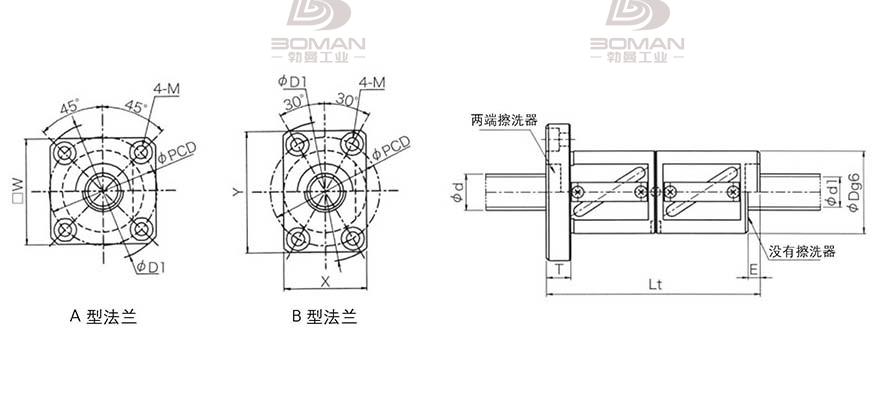
尺寸 单位:mm
| 丝杠轴外径 | 15 |
|
| 导程 | 2 |
|
| 丝杠轴底径 | ||
| 滚珠节圆直径 | ||
| 钢球直径 | 1.5875 |
|
| 精度等级 | C1-C10 |
|
| 螺母直径 | 30 |
|
| 法兰直径 | 54 |
|
| 螺母长度 | 61 |
|
| 螺母安装 | PCD | 41 |
| 额定动负载 | CaN | 2700 |
| 额定静负载 | C0aN | 5500 |
| 有效圈数 | 2.5X1 |
|
| 法兰盘宽度 | ||
| 法兰安装孔通孔直径 | 5.5 |
|
| 法兰安装孔沉孔直径 | 9.5 |
|
| 法兰安装孔沉孔深度 | 5.4 |
|
| 轴向刚度 | KNm |
KURODA GR1502DD-AAPR kuroda黑田此型号部分数据来源于PMI 1R32-05B2-1FOWC-680-929-0.018 pmi丝杠螺母
NSK GR1502DD-AAPR 黑田精工丝杆底座安装图 黑田丝杆支撑组件的制作过程需要非常严谨的工艺和经验丰富的工人。每一个丝杆都要经历多道工序,包括车削、磨削、热处理等。在车削过程中,工人要根据丝杆的规格和要求,通过精确的计算和调整,将原材料切割成合适尺寸的丝杆。磨削工序更是要求工人们有卓越的技术水平和严密的操作,只有这样才能保证丝杆的表面光滑度和精度;而热处理工序则是为了增加丝杆的强度和耐